
Valves are critical components in the chemical industry as they perform several functions. Not only do they deliver precise control and dosing, they also monitor pressure, protect other equipment, and must be compatible with the flow media. Thus, it is imperative that valves are fit for purpose. In this article, we discuss the most common valves in the chemical industry, material compatibility with process media, and finally, how chemical injection valves work.
Common Valves in the Chemical Industry
While a plethora of valves exist in the chemical industry, this section focuses on the most common options.
Ball Valves in the Chemical Industry
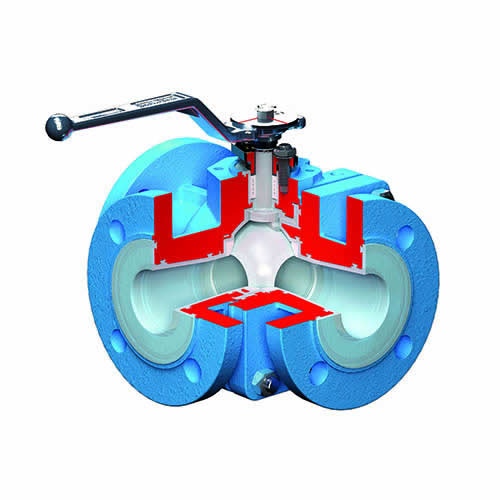
Ball valves consist of a ball with a hole in the center that rotates to control flow and pressure across the valve. As a quarter-turn valve, only a 90° rotation is necessary to fully open or fully close the valve, which delivers speed in actuation and makes it easy to automate the process.
Ball valves are easy to operate, maintain, and offer low resistance to flow. Another feature that makes these valves one of the most common in the chemical industry is the air-tight seal they deliver in the closed position. Even after long periods of inactivity, they remain leak-tight and effectively shut off corrosive and aggressive fluids. The tight shutoff provides an ideal deployment in applications that require a high degree of accuracy such as gas distribution.
Globe Valves in the Chemical Industry
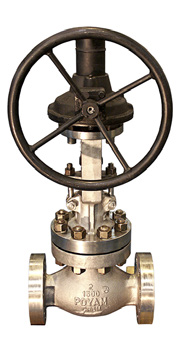
Similar to ball valves, globe valves are also effective in regulating the flow of liquids and gases. Also, they are highly reliable and can withstand high temperatures and pressures. The main advantage of using these valves is their precise regulation of flow, although they remain effective in shut-off applications too.
Because there is a minimum of two changes in the direction of flow across the valve, globe valves are associated with relatively high-pressure losses. Globe valves are effective in controlling the flow of corrosive and abrasive chemical solutions, as well as sticky slurries and suspended solids. This is why they are common in pumps and other systems where there is a need for throttling.
Butterfly Valves in the Chemical Industry

Butterfly valves are lightweight and easy to install, making them ideal for large-bore applications. They have a simple design involving a disc, which rotates on an axis perpendicular to flow to either allow or obstruct it. As a result, they are quarter turn valves, ideal for throttling, and easy to automate. In addition, butterfly valves are suitable for corrosive liquids at low temperatures and pressures. However, if proper sealing is a major concern, then other valve types should be considered, especially on a long-term basis.
Gate Valves in the Chemical Industry

Gate valves feature a disc that swings perpendicular to flow either to allow or obstruct it. Generally, these valves only operate in fully open or closed positions. This is because partial opening exposes internal components to wear due to flow pressure impact on the gate/disc.
Gate valves take up little space in the pipe axis and constitute no obstruction when flow passes through, ensuring minimal pressure drop across the valve. In the chemical industry, gate valves are preferably used to isolate liquid flow, although they could serve to some extent when the flow media is gas or solids.
Check Valves in the Chemical Industry

Check valves are two-port, self-actuating valves that open or close in proportion to the flow velocity/pressure. The first port allows flow into the valve, and the second port exits flow from the valve. As a result, they are always customized to meet specific flow requirements.
They allow liquid or gas to flow in only one direction, thus, preventing potential damages from backflow. This one-way flow function makes check valves a popular option in chemical pumps, compressors, and storage tanks. Also, they serve as pressure relief valves in low-pressure gas applications, thus preventing contamination or damage of downstream equipment.
Diaphragm Valves in the Chemical Industry

These are bi-directional, throttle valves that control fluid flow by regulating the area with which the media can enter and exit the valve. Its unique design makes them ideal for controlling the flow of hazardous and corrosive chemicals. Diaphragm valves are highly reliable and low maintenance. Their features make them popular in the chemical industry for drainage, filtration, and dosing applications.
Material Compatibility with Process Media
Compatibility lookup of valve material and microstructure compliance with process media ensures optimal performance over the operational temperature range. Typically, valve parts constitute metals and polymers, especially thermoplastics and elastomers. Metals are more durable and resilient to varying operational conditions, but increase friction on moving parts. Polymers minimize friction and offer more flexibility, but are sensitive to temperature variations.
Metals
Valve components such as the body, bonnet, stem, disc, and springs are frequently formed of metal. Various types of metal are chosen based on the process conditions.
-
- Carbon Steel: Operates effectively for medium and high-pressure valves between -29℃ and 425℃. This material is applicable to water, liquefied natural gas, compressed air, oil, superheated steam, etc.
-
- Cast Iron: Applicable to valves carrying water, gas, etc at temperatures between -15℃ and 200℃ with nominal pressure not exceeding PN16.
-
- 400 Series Stainless Steel: The 400SS commonly serves as valve stem material in butterfly valves, as well as backseat bushings and wedges in cast steel valves. They are resistant to high-temperature oxidation and offer better physical and mechanical properties than carbon steel.
-
- 300 Series Stainless Steel: This series generally provides more ductility than the 400SS and is common in valves as stem, body, and ball materials. Common grades include 304, 317, and 347. The most common variant, 316SS, offers good corrosion resistance for a wide range of environments and is not susceptible to stress corrosion cracking.
-
- Monel Alloy: Mainly serves in valves carrying hydrofluoric acid medium.
-
- Hastelloy Alloy: Suitable for diluting sulfuric acid and other strong corrosive media.
Polymers
Polymers are usually for components such as diaphragms, o-ring seals, and ball seat rings in ball valves.
-
- Viton: Possesses superior chloramine resistance for drinking water applications. Also has strong resistance to chemicals such as petroleum oils, silicon fluids, and acids at high temperatures up to 400℉.
-
- Buna-N(Nitrile, NBR, HNBR): Has resistance to petroleum products, lubricants, and water between -50 to 200℉. Buna-N is not ideal for outdoor applications where there is exposure to ozone, sunlight, or weather. Moreover, High Nitrile Buna-N is suitable for H2S and other harsh fluids.
-
- PEEK (Poly Ether Ether Ketone): Excellent water and chemical resistance for temperatures between 70 and 500℉. Not porous, so ideal for high-pressure and high-corrosion environments.
-
- EPDM/EPR (Ethylene Propylene Diene): Strong resistance to ozone, certain hydraulic fluids, brake fluids, and water between -50 and 250℉. However, it has poor resistance to petroleum-based fluids, mineral oils, and solvents.
-
- PTFE (Polytetrafluoroethylene): Provides reliable integrity in high-purity fluid transfer applications such as the food and beverage industry. Also effective in chemical processing in the semiconductor and pharmaceutical industries. PTFE possesses a wide operating temperature range between -50 and 400℉.
Generally, valve manufacturers have compatibility charts showing details of the performance of various materials in process media. Sometimes, there is a wide variation in performance details depending on the manufacturer. Thus, it is necessary for designers to utilize these charts as a guide during the selection process.
How Chemical Injection Valves Work
Chemical injection valves introduce other chemicals into a flow stream by pumping the chemicals at a higher pressure than the current line pressure. The pressure of the chemical line needs to be higher to avoid the occurrence of siphoning.
Generally, positive displacement pumps serve to deliver the pressure requirements. The injection valve typically consists of a series of check valves that help prevent backflow. The chemical injection process increases production, reduces corrosion, and separates mixtures to improve the efficiency of a setup.
Recent Comments